- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

بیلناکار بیٹریوں کے قطب پلیٹ کے طول و عرض کے ڈیزائن کے لیے عمومی حل کا تعلق
بیلناکار بیٹریوں کے قطب پلیٹ کے طول و عرض کے ڈیزائن کے لیے عمومی حل کا تعلق
لتیم بیٹریوں کو ان کے پیکنگ کے طریقوں اور شکلوں کی بنیاد پر مربع، نرم پیک، اور بیلناکار بیٹریوں میں تقسیم کیا جا سکتا ہے۔ ان میں سے، بیلناکار بیٹریوں کے بنیادی فوائد ہیں جیسے اچھی مستقل مزاجی، اعلی پیداواری کارکردگی، اور کم پیداواری لاگت۔ 1991 میں اپنے قیام کے بعد سے ان کی ترقی کی تاریخ 30 سال سے زیادہ ہے۔ حالیہ برسوں میں، ٹیسلا کی تمام قطبی کان کی ٹیکنالوجی کے اجراء کے ساتھ، پاور بیٹریوں اور توانائی کے ذخیرہ کرنے کے شعبوں میں بڑی سلنڈر بیٹریوں کے استعمال میں تیزی آئی ہے، جو ایک تحقیق بن گئی ہے۔ بڑی لتیم بیٹری کمپنیوں کے لیے ہاٹ سپاٹ۔
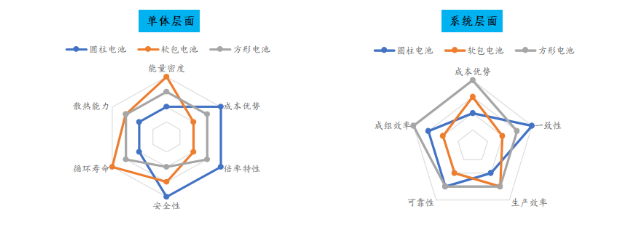
شکل 1: مختلف شکلوں والی لیتھیم بیٹریوں کی سنگل اور سسٹم لیول پر کارکردگی کا موازنہ
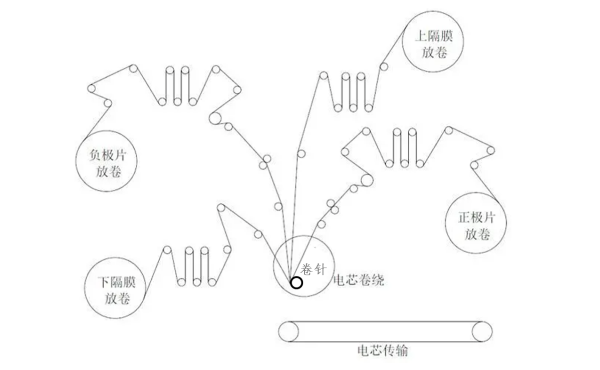
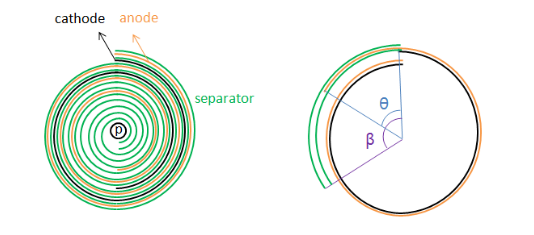
بیلناکار بیٹری شیل ایک سٹیل شیل، ایک ایلومینیم شیل، یا ایک نرم پیکج ہو سکتا ہے. اس کی عام خصوصیت یہ ہے کہ مینوفیکچرنگ کا عمل سمیٹنے والی ٹیکنالوجی کو اپناتا ہے، جو سمیٹنے والی سوئی کو کور کے طور پر استعمال کرتی ہے اور سمیٹنے والی سوئی کو پرت میں گھومنے اور تنہائی کی فلم اور الیکٹروڈ پلیٹ کو ایک ساتھ لپیٹنے کے لیے چلاتی ہے، بالآخر نسبتاً یکساں بیلناکار وائنڈنگ کور بناتی ہے۔ جیسا کہ مندرجہ ذیل تصویر میں دکھایا گیا ہے، سمیٹنے کا ایک عام عمل مندرجہ ذیل ہے: سب سے پہلے، وائنڈنگ سوئی ڈایافرام کی پری وائنڈنگ کے لیے ڈایافرام کو کلیمپ کرتی ہے، پھر منفی الیکٹروڈ کی پری وائنڈنگ کے لیے آئسولیشن فلم کی دو تہوں کے درمیان منفی الیکٹروڈ ڈالا جاتا ہے، اور پھر تیز رفتار سمیٹنے کے لیے مثبت الیکٹروڈ ڈالا جاتا ہے۔ وائنڈنگ مکمل ہونے کے بعد، کاٹنے کا طریقہ کار الیکٹروڈ اور ڈایافرام کو کاٹتا ہے، اور آخر میں، شکل کو ٹھیک کرنے کے لیے چپکنے والی ٹیپ کی ایک تہہ کو آخر میں لگایا جاتا ہے۔
شکل 2: سمیٹنے کے عمل کا اسکیمیٹک خاکہ
سمیٹنے کے بعد بنیادی قطر کا کنٹرول بہت ضروری ہے۔ اگر قطر بہت بڑا ہے، تو اسے جمع نہیں کیا جا سکتا، اور اگر قطر بہت چھوٹا ہے، تو جگہ کا ضیاع ہوتا ہے۔ لہذا، بنیادی قطر کا درست ڈیزائن بہت ضروری ہے۔ خوش قسمتی سے، بیلناکار بیٹریاں نسبتاً باقاعدہ جیومیٹریاں ہوتی ہیں، اور الیکٹروڈ اور ڈایافرام کی ہر تہہ کا طواف ایک دائرے کا تخمینہ لگا کر لگایا جا سکتا ہے۔ آخر میں، صلاحیت کے ڈیزائن کو حاصل کرنے کے لیے الیکٹروڈ کی کل لمبائی کو جمع کیا جا سکتا ہے۔ سوئی کے قطر، الیکٹروڈ لیئر نمبر، اور ڈایافرام پرت نمبر کی جمع شدہ قدریں زخم کے کور کا قطر ہیں۔ واضح رہے کہ لیتھیم آئن بیٹری ڈیزائن کے بنیادی عناصر صلاحیت ڈیزائن اور سائز ڈیزائن ہیں۔ اس کے علاوہ، نظریاتی حسابات کے ذریعے، ہم کوائل کور کی کسی بھی پوزیشن پر قطب کان کا ڈیزائن بھی بنا سکتے ہیں، یہ صرف سر، دم یا مرکز تک محدود نہیں ہے، اور بیلناکار بیٹریوں کے لیے کثیر قطبی کان اور تمام قطبی کان کے ڈیزائن کے طریقوں کا احاطہ بھی کر سکتے ہیں۔ .
الیکٹروڈ کی لمبائی اور بنیادی قطر کے مسائل کو دریافت کرنے کے لیے، ہمیں پہلے تین عملوں کا مطالعہ کرنے کی ضرورت ہے: آئسولیشن فلم کی لامحدود پری وائنڈنگ، منفی الیکٹروڈ کی لامحدود پری وائنڈنگ، اور مثبت الیکٹروڈ کی لامحدود وائنڈنگ۔ فرض کریں کہ کوائل کی سوئی کا قطر p ہے، الگ تھلگ فلم کی موٹائی s ہے، منفی الیکٹروڈ کی موٹائی a ہے، اور مثبت الیکٹروڈ کی موٹائی c ہے، سبھی ملی میٹر میں۔
- تنہائی جھلی کا لامحدود پری سمیٹنے کا عمل
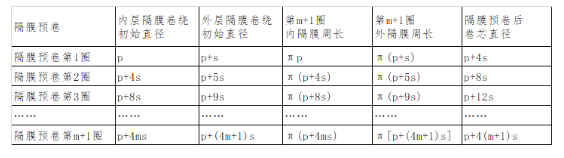
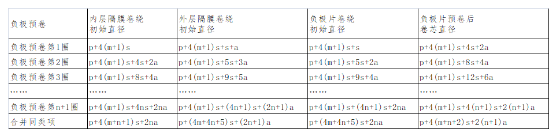
ڈایافرام کے پہلے سے سمیٹنے کے عمل کے دوران، ڈایافرام کی دو تہوں کو ایک ساتھ زخم کیا جاتا ہے، لہذا سمیٹنے کے عمل کے دوران بیرونی ڈایافرام کا قطر ہمیشہ اندرونی ڈایافرام کے مقابلے میں ڈایافرام کی موٹائی کی ایک اور تہہ (+1s) ہوتا ہے۔ اندرونی ڈایافرام وائنڈنگ کا ابتدائی قطر پچھلی وائنڈنگ کا آخری قطر ہے، اور ڈایافرام کے ہر پری وائنڈنگ کے لیے، بنیادی قطر ڈایافرام کی موٹائی (+4s) کی چار تہوں سے بڑھتا ہے۔
ضمیمہ 1: الگ تھلگ جھلی کے لامحدود پری سمیٹ کے عمل کا قطر کے تغیر کا قانون
- منفی الیکٹروڈ کا لامحدود پری سمیٹنے کا عمل
منفی الیکٹروڈ کے پہلے سے سمیٹنے کے عمل کے دوران، منفی الیکٹروڈ کی ایک پرت کے اضافے کی وجہ سے، سمیٹنے کے عمل کے دوران بیرونی ڈایافرام کا قطر ہمیشہ اندرونی ڈایافرام کی موٹائی سے ایک پرت اور منفی الیکٹروڈ کی ایک تہہ سے زیادہ ہوتا ہے ( +1s+1a)، اور اندرونی ڈایافرام وائنڈنگ کا ابتدائی قطر ہمیشہ پچھلے دائرے کے آخری قطر کے برابر ہوتا ہے۔ اس وقت، منفی الیکٹروڈ کے ہر پری وائنڈنگ کے لیے، بنیادی قطر ڈایافرام کی چار تہوں اور منفی الیکٹروڈ موٹائی کی دو تہوں (+4s+2a) سے بڑھتا ہے۔
ضمیمہ 2: منفی الیکٹروڈ پلیٹ کے لامحدود پری وائنڈنگ عمل کا قطر کے تغیر کا قانون
مثبت الیکٹروڈ پلیٹ کا لامحدود سمیٹنے کا عمل
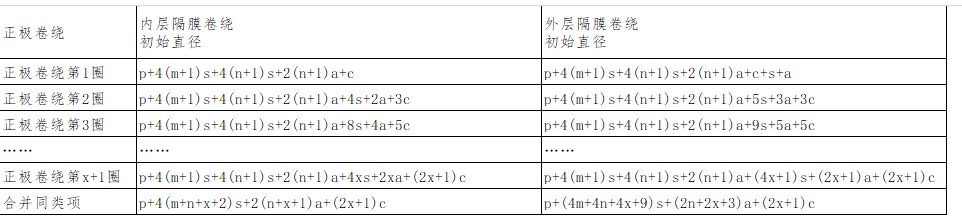
مثبت الیکٹروڈ کے سمیٹنے کے عمل کے دوران، مثبت الیکٹروڈ کی ایک نئی تہہ کے اضافے کی وجہ سے، مثبت الیکٹروڈ کا ابتدائی قطر ہمیشہ پچھلے دائرے کے اختتامی قطر کے برابر ہوتا ہے، جبکہ اندرونی ڈایافرام وائنڈنگ کا ابتدائی قطر بن جاتا ہے۔ پچھلے دائرے کے آخری قطر کے علاوہ مثبت الیکٹروڈ (+1c) کی ایک تہہ کی موٹائی۔ تاہم، بیرونی ڈایافرام کے سمیٹنے کے عمل کے دوران، قطر ہمیشہ اندرونی ڈایافرام کی موٹائی اور منفی الیکٹروڈ کی ایک تہہ (+1s+1a) سے صرف ایک پرت زیادہ ہوتا ہے۔ اس وقت، منفی الیکٹروڈ ہر دائرے کے لیے پہلے سے زخم ہے، کوائل کور کا قطر ڈایافرام کی 4 تہوں، منفی الیکٹروڈ کی 2 تہوں، اور مثبت الیکٹروڈ موٹائی کی 2 تہوں (+4s+2s+2a) سے بڑھتا ہے۔
ضمیمہ 3: لامحدود سمیٹنے کے عمل کے دوران مثبت الیکٹروڈ کے قطر کے تغیر کا قانون

اوپر، ڈایافرام اور الیکٹروڈ پلیٹ کے لامحدود سمیٹنے کے عمل کے تجزیے کے ذریعے، ہم نے بنیادی قطر اور الیکٹروڈ پلیٹ کی لمبائی کا تغیر پیٹرن حاصل کیا ہے۔ یہ تہہ بہ تہہ تجزیاتی حساب کا طریقہ الیکٹروڈ کانوں کی پوزیشن کو درست طریقے سے ترتیب دینے کے لیے موزوں ہے (بشمول ایک قطبی کان، کثیر قطبی کان، اور مکمل قطبی کان)، لیکن سمیٹنے کا عمل ابھی ختم نہیں ہوا ہے۔ اس مقام پر، مثبت الیکٹروڈ پلیٹ، منفی الیکٹروڈ پلیٹ، اور آئسولیشن فلم فلش حالت میں ہیں۔ بیٹری ڈیزائن کا بنیادی اصول یہ ہے کہ منفی الیکٹروڈ پلیٹ کو مکمل طور پر ڈھانپنے کے لیے آئسولیشن فلم کی ضرورت ہوتی ہے اور منفی الیکٹروڈ کو بھی مثبت الیکٹروڈ کو مکمل طور پر ڈھانپنا چاہیے۔
شکل 3: بیلناکار بیٹری کوائل کی ساخت اور بند ہونے کے عمل کا اسکیمیٹک خاکہ
لہذا، بنیادی منفی الیکٹروڈ اور تنہائی فلم کو سمیٹنے کے معاملے کو مزید دریافت کرنا ضروری ہے۔ ظاہر ہے، چونکہ مثبت الیکٹروڈ پہلے ہی زخم ہو چکا ہے، اور اس سے پہلے، مثبت الیکٹروڈ کا ابتدائی قطر ہمیشہ پچھلے دائرے کے آخری قطر کے برابر ہوتا ہے، اس لیے اندرونی تہہ ڈایافرام کا ابتدائی قطر پچھلے دائرے کے آخری قطر کی جگہ لے لیتا ہے۔ . اس بنیاد پر، منفی الیکٹروڈ کا ابتدائی قطر ڈایافرام کی ایک تہہ (+1s) کی موٹائی کو بڑھاتا ہے، بیرونی ڈایافرام کے ابتدائی قطر کو منفی الیکٹروڈ موٹائی کی ایک اور تہہ (+1s+1a) سے بڑھاتا ہے۔
ضمیمہ 4: بیلناکار بیٹریوں کے سمیٹنے کے عمل کے دوران الیکٹروڈ اور ڈایافرام کے قطر اور لمبائی میں تغیرات
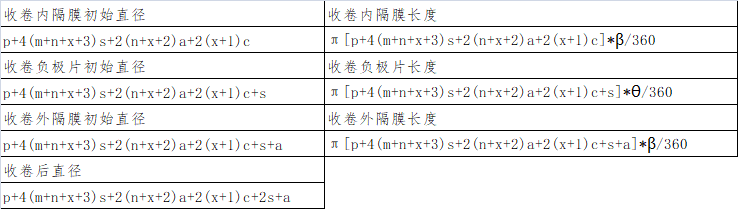
اب تک، ہم نے کسی بھی تعداد کے وائنڈنگ سائیکلوں کے تحت مثبت پلیٹ، منفی پلیٹ اور آئسولیشن فلم کی لمبائی کا ریاضیاتی اظہار حاصل کیا ہے۔ فرض کریں کہ ڈایافرام پہلے زخم m+1 سائیکل ہے، منفی پلیٹ پہلے زخم n+1 سائیکل ہے، مثبت پلیٹ زخم x+1 سائیکل ہے، اور منفی پلیٹ کا مرکزی زاویہ θ ° ہے، تنہائی کا مرکزی زاویہ فلم سمیٹ β ° ہے، پھر مندرجہ ذیل رشتہ ہے:
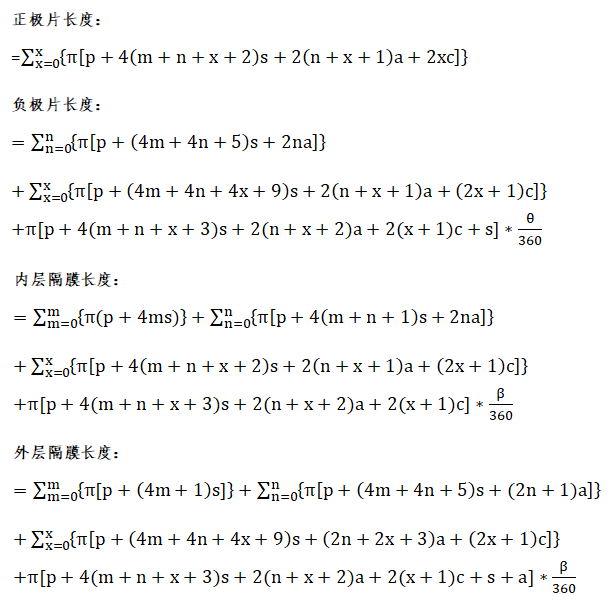
الیکٹروڈ اور ڈایافرام کی تہوں کی تعداد کا تعین نہ صرف الیکٹروڈ اور ڈایافرام کی لمبائی کا تعین کرتا ہے، جس کے نتیجے میں صلاحیت کے ڈیزائن کو متاثر ہوتا ہے، بلکہ کوائل کور کے حتمی قطر کا بھی تعین ہوتا ہے، جس سے کوائل کور کے اسمبلی کے خطرے کو بہت کم کیا جاتا ہے۔ اگرچہ ہم نے سمیٹنے کے بعد کور کا قطر حاصل کیا، ہم نے قطب کان کی موٹائی اور اختتامی چپکنے والے کاغذ پر غور نہیں کیا۔ یہ فرض کرتے ہوئے کہ مثبت کان کی موٹائی tabb ہے، منفی کان کی موٹائی taba ہے، اور اختتامی چپکنے والا 1 دائرہ ہے اور اوورلیپنگ ایریا قطبی کان کی پوزیشن سے گریز کرتا ہے، جس کی موٹائی g ہے۔ لہذا، کور کا آخری قطر ہے:
مندرجہ بالا فارمولہ بیلناکار بیٹری الیکٹروڈ پلیٹوں کے ڈیزائن کے لیے عمومی حل کا رشتہ ہے۔ یہ الیکٹروڈ پلیٹ کی لمبائی، ڈایافرام کی لمبائی، اور کوائل کور قطر کے مسئلے کا تعین کرتا ہے، اور ان کے درمیان تعلق کو مقداری طور پر بیان کرتا ہے، جس سے ڈیزائن کی درستگی میں بہت بہتری آتی ہے اور اس کی عملی اطلاق کی قدر ہوتی ہے۔
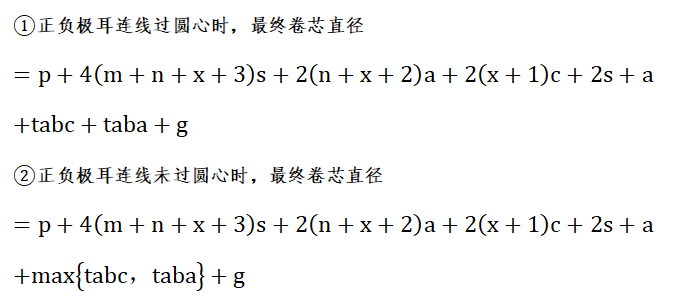
آخر میں، ہمیں جو حل کرنے کی ضرورت ہے وہ ہے قطب کانوں کو ترتیب دینے کا مسئلہ۔ عام طور پر، ایک کھمبے کے ٹکڑے پر ایک یا دو قطبی کان یا یہاں تک کہ تین قطبی کان ہوتے ہیں، جو قطبی کانوں کی ایک چھوٹی تعداد ہے۔ ٹیب لیڈ کو قطب کے ٹکڑے کی سطح پر ویلڈیڈ کیا جاتا ہے۔ اگرچہ یہ قطب کے ٹکڑے کی لمبائی کے ڈیزائن کی درستگی کو کسی حد تک متاثر کر سکتا ہے (قطر کو متاثر کیے بغیر)، ٹیب لیڈ عام طور پر تنگ ہوتی ہے اور اس کا بہت کم اثر ہوتا ہے، اس لیے اس مضمون میں تجویز کردہ بیلناکار بیٹریوں کے سائز کے ڈیزائن کے لیے عمومی حل فارمولہ اس مسئلے کو نظر انداز کرتا ہے۔
تصویر 4: مثبت اور منفی کان کی پوزیشنوں کی ترتیب
مندرجہ بالا خاکہ قطب لگز کی جگہ کا منصوبہ بندی کا خاکہ ہے۔ قطب کے ٹکڑے کے سائز کے پہلے تجویز کردہ عمومی تعلق کی بنیاد پر، ہم سمیٹنے کے عمل کے دوران قطب کے ٹکڑوں کی ہر تہہ کی لمبائی اور قطر کی تبدیلیوں کو واضح طور پر سمجھ سکتے ہیں۔ اس لیے، پول لگز کو ترتیب دیتے وقت، ایک ہی پول لگ کی صورت میں مثبت اور منفی لگز کو پول پیس کی ہدف کی پوزیشن پر درست طریقے سے ترتیب دیا جا سکتا ہے، جب کہ ایک سے زیادہ یا مکمل پول لگز کے معاملے میں، اسے عام طور پر سیدھ میں لانا ضروری ہوتا ہے۔ قطب لگز کی ایک سے زیادہ پرتیں، اس بنیاد پر، ہمیں صرف لگ کی ہر پرت کے مقررہ زاویہ سے انحراف کرنے کی ضرورت ہے، تاکہ لگ کی ہر پرت کی ترتیب کی پوزیشن حاصل کی جا سکے۔ جیسا کہ سمیٹنے کے عمل کے دوران وائنڈنگ کور کا قطر بتدریج بڑھتا ہے، لگ کے مجموعی انتظامی فاصلہ کو ریاضی کے بڑھنے سے تقریباً π (4s+2a+2c) کے ساتھ رواداری کے طور پر تبدیل کیا جاتا ہے۔
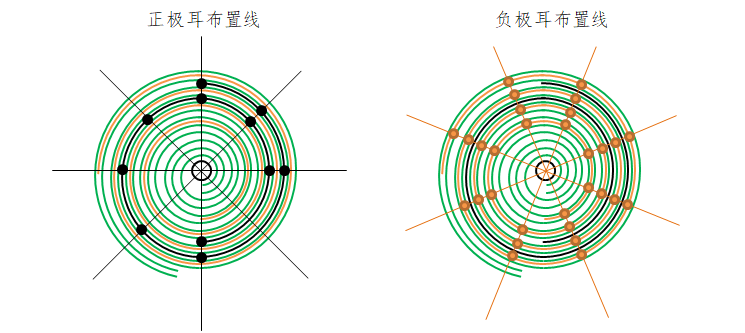
کوائل کور کے قطر اور لمبائی پر الیکٹروڈ پلیٹوں اور ڈایافرام کی موٹائی کے اتار چڑھاؤ کے اثر و رسوخ کی مزید تحقیقات کرنے کے لیے، مثال کے طور پر 4680 بڑے بیلناکار مکمل الیکٹروڈ ایئر سیل کو لے کر، یہ فرض کرتے ہوئے کہ کوائل کی سوئی کا قطر 1 ملی میٹر ہے، اس کی موٹائی بند ہونے والی ٹیپ 16um ہے، آئسولیشن فلم کی موٹائی 10um ہے، مثبت الیکٹروڈ پلیٹ کی کولڈ پریسنگ موٹائی 171um ہے، وائنڈنگ کے دوران موٹائی 174um ہے، منفی الیکٹروڈ پلیٹ کی کولڈ پریسنگ موٹائی 249um ہے، وائنڈنگ کے دوران موٹائی 255um ہے، اور ڈایافرام اور منفی الیکٹروڈ دونوں پلیٹیں 2 موڑوں کے لیے پہلے سے رول کی جاتی ہیں۔ حساب سے پتہ چلتا ہے کہ مثبت الیکٹروڈ پلیٹ 47 موڑوں کے لیے زخم ہے، جس کی لمبائی 3371.6 ملی میٹر ہے، منفی الیکٹروڈ 49.5 بار زخم ہے، جس کی لمبائی 3449.7 ملی میٹر اور وائنڈنگ کے بعد 44.69 ملی میٹر قطر ہے۔
شکل 5: بنیادی قطر اور قطب کی لمبائی پر قطب اور ڈایافرام کی موٹائی کے اتار چڑھاؤ کا اثر
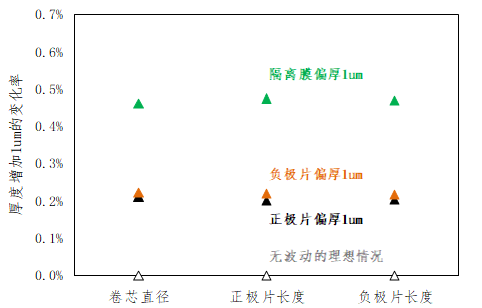
مندرجہ بالا اعداد و شمار سے، یہ بدیہی طور پر دیکھا جا سکتا ہے کہ قطب کے ٹکڑے اور ڈایافرام کی موٹائی کے اتار چڑھاو کا کوائل کور کے قطر اور لمبائی پر ایک خاص اثر پڑتا ہے۔ جب قطب کے ٹکڑے کی موٹائی 1um سے ہٹ جاتی ہے تو، کوائل کور کا قطر اور لمبائی تقریباً 0.2% بڑھ جاتی ہے، جب کہ جب ڈایافرام کی موٹائی 1um سے ہٹ جاتی ہے، تو کوائل کور کا قطر اور لمبائی تقریباً 0.5% بڑھ جاتی ہے۔ لہذا، کوائل کور کے قطر کی مستقل مزاجی کو کنٹرول کرنے کے لیے، قطب کے ٹکڑے اور ڈایافرام کے اتار چڑھاؤ کو جتنا ممکن ہو کم سے کم کیا جائے، اور الیکٹروڈ پلیٹ کے ریباؤنڈ اور وقت کے درمیان تعلق کو جمع کرنا بھی ضروری ہے۔ کولڈ پریسنگ اور سمیٹ کے درمیان، سیل ڈیزائن کے عمل میں مدد کرنے کے لیے۔
خلاصہ
1. صلاحیت کا ڈیزائن اور قطر کا ڈیزائن بیلناکار لتیم بیٹریوں کے لیے سب سے نچلی سطح کا ڈیزائن منطق ہے۔ صلاحیت کے ڈیزائن کی کلید الیکٹروڈ کی لمبائی میں ہے، جبکہ قطر کے ڈیزائن کی کلید تہوں کی تعداد کے تجزیہ میں مضمر ہے۔
2. قطب کان کی پوزیشنوں کا انتظام بھی اہم ہے۔ کثیر قطبی کان یا مکمل قطبی کان کے ڈھانچے کے لیے، قطب کان کی سیدھ کو بیٹری سیل کی ڈیزائن کی صلاحیت اور پروسیس کنٹرول کی صلاحیت کا جائزہ لینے کے لیے ایک معیار کے طور پر استعمال کیا جا سکتا ہے۔ تہہ در تہہ تجزیہ کا طریقہ قطب کان کی پوزیشن کے انتظام اور سیدھ کی ضروریات کو بہتر طریقے سے پورا کر سکتا ہے۔

